| YB32――200型液压机液压系统 |
8、4、1 概述
液压机:常用于可塑性材料的压制工艺,如冲压、弯曲、翻边、薄板拉伸等,
也可从事校正、压装、塑料及粉末制品的压制成型工艺。是最早使
用液压传动的机械。
基本要求:
1) 为完成一般的压制工艺,要求:
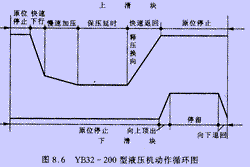
主缸:快速下行-→ 慢速加压-→ 保压延时-→(泄压)-→ 快速返回 -→停止
顶出缸:向上顶出-→ 向下退回-→ 停止
(送料缸:送料-→ 退回)
2) 系统压力要能经常变换和调节,并能产生较大的压制力(吨位),以满足工作要求。
常用压力:20-30M 也可采用:100-150 Mpa
3) 流量大、功率大,空行程和加压行程的速度差异大。因此要求功率利用合理,工作
平稳性和安全可靠性要高。
YB32--200型液压机液压系统组成:
泵源 -- 高压轴向柱塞泵
主缸--压制工件
液压缸<
顶出缸--配合主缸压制
34D阀 -使上缸换向
换向阀< 34Y阀
34DY阀-使下缸换向
单向阀 I3-使主缸上腔保压
I1-充液阀,主缸高架补油
液控单向阀<
I2-使主缸平衡
11-使主油源调压
溢流阀< 4 -主缸背压阀
13、14-控制顶出缸浮动压力
顺序阀10-系统背压阀
压力继电器8 -控制保压时间。
减压阀12 - 调节控制油路压力
25预泄阀9
I4 >实现主缸泄压后快退
液控单向阀< I5
I6
8、4、2 液压系统的工作原理
1 上滑块工作循环
(1) 快速下行
1YA+ 、2Ya+
进:泵 阀10 阀7左位 主缸上腔
主油路<
回:主缸下 I2 阀7 阀2 T
同时,充液阀I1因负压打开,给主缸上腔补油,主缸活塞快速下
行接触工件。
进:泵 阀12 阀3 阀7左腔
控制油路<
回:阀7右腔 I5 阀3右位 T
(2) 慢速加压( 油路同上)
当上滑块接触工件后,负载阻力急剧增加,主缸上腔便自动增压,进行压制加工。
(3) 保压延时
由压力继电器8发出信号,使1YA-,阀7恢复到中位,主缸上腔保压。同时,时间 继电器开始延时,保压时间可在0-24min内调整。
(4) 快速返回
保压延时结束,时间继电器发出信号,使2YA+,阀7右位工作,I1被打开。
进:泵 顺序阀10 阀7右位 I2 主缸下腔
主油路<
回:主缸上腔 I1 充液油箱
(5) 原位停止 泵 -- 顺序阀10 -- 阀7右位 -- 阀2中位 -- T
3 下滑块工作循环
(1)向上顶出
3YA-,4YA+ ,阀34DY阀处于右位,下滑块顶出。进:泵 阀10 阀7中位 阀2右位 下缸下腔
油路<
回:下缸上腔 阀2右位 T
(2) 停留
下缸碰到缸盖,停止,并由溢流阀调压停留。
(3) 向下退回
3YA+,4YA- ,顶出缸下行:进:泵 阀10 阀7中 阀2左 下缸上
油路<
回:下缸上 阀2右 T
(4) 原位停止
3YA-,4YA- ,顶出缸中位。
8、4、3 液压系统的主要特点
1) ∵ 采用充液油箱自动补油的措施
∴ 可使主缸快速下行,以提高生产效率
2) ∵ 采用液控单向阀保压
∴ 结构简单,造价低,节省了功率。
3) ∵ 顶出缸系统采用专设的溢流阀组
∴ 有利于压力的调节与变换,还可保证安全
4) ∵ 系统采用了先缓慢卸压、后换向回程结构
∴ 减轻了主缸换向引起的振动和噪声
5) ∵ 两缸换向阀串联互锁
∴ 上下两缸的动作协调与安全得以保证